Arc (MMA) Tutorial - Sendi Datar
Arc (MMA) Tutorial - Sendi Datar
Prinsip sambungan las pada logam tebal sedikit berbeda antara pengelasan MIG dan Arc. Dengan pengelasan MIG adalah panas dari kolam las yang dibentuk oleh kawat pengisi cair yang melelehkan logam induk untuk membentuk las, jadi daya perlu ditingkatkan dengan meningkatkan ketebalan logam untuk mencegah kolam las dari pembekuan sebelum dapat menembus.Dalam pengelasan busur, busur mencairkan kawah ke dalam logam induk menciptakan kolam las dan pengisi dari batang dicampur. Hal ini membuatnya jauh lebih rentan terhadap sambungan dingin daripada MIG, dan memungkinkan logam tebal untuk dilas dalam beberapa lintasan tanpa perlu menambah amp atau ukuran batang. 'Flat joint' hanya berarti pekerjaan rata di atas bangku dan dilas dari atas. Ini juga dikenal sebagai posisi '1G'. Sambungan horizontal dan vertikal akan dibahas kemudian.
Persiapan sambungan yang akurat sangat penting dalam pengelasan busur. Sangat sulit untuk mengelas sambungan dengan celah besar atau tidak rata.
Square butt joint (sambungan tanpa persiapan)
Foto tersebut menunjukkan butt plate 6mm yang dilas menggunakan teknik yang persis sama seperti pada video pada halaman arc pembelajaran . Kedua pelat diposisikan bersama, dan 3.2mm 6013 batang digunakan pada 120 amp.Penetrasi buruk mencapai hanya 1,5mm ke piring. Ditambahkan dengan ketebalan manik las, ketebalan total las adalah sekitar 4mm sehingga akan jauh lebih lemah dari pelat sekitarnya.
Meskipun dimungkinkan untuk meningkatkan penetrasi dengan meningkatkan diameter dan arus batang, lebih efisien untuk menyiapkan sambungan.

Persiapan Bersama
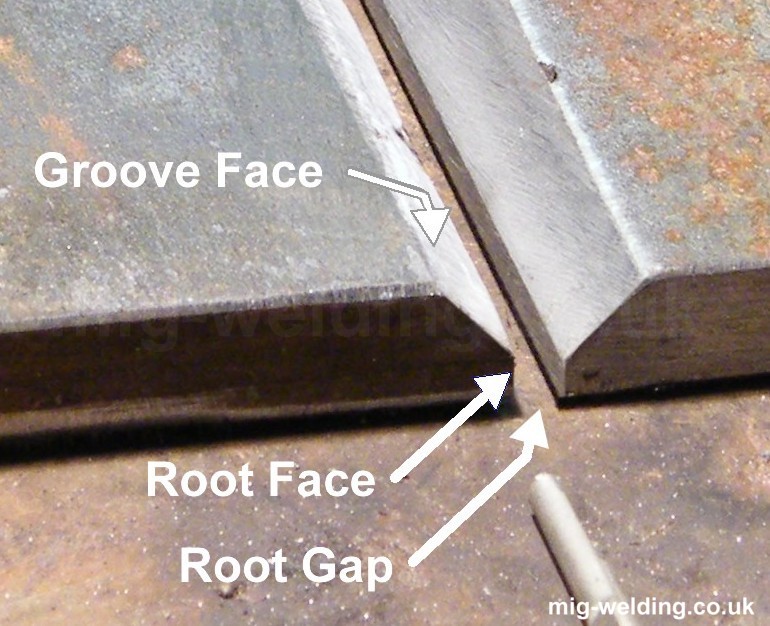
"Single Vee Butt Joint" adalah cara yang umum untuk menyiapkan logam yang lebih tebal saat diperlukan sambungan penetrasi penuh. A 60 derajat V (30 derajat di setiap sisi) ditumbuk ke dalam dua piring.V tidak meluas ke bagian bawah lempeng - muka akar ditinggalkan. Ini biasanya kira-kira sama tingginya dengan diameter batang (2.5mm dalam kasus kami) dan mengurangi kemungkinan meniup lubang.
Untuk membantu penetrasi kedua pelat ditempatkan terpisah. Kami telah menggunakan batang TIG sebagai pengukur untuk membentuk celah akar 2.5mm (sekali lagi sama dengan diameter batang). Tukang las yang berbeda akan memiliki preferensi sendiri untuk persiapan sambungan.
Volume logam pengisi yang dibutuhkan untuk mengisi sambungan vee lebih besar daripada yang dapat ditambahkan dalam satu lintasan tunggal, sehingga beberapa lintasan diperlukan. Ini dijelaskan di bawah ini.
Root Pass
Pass pertama adalah root pass. Ini dimaksudkan untuk sepenuhnya menembus ke bagian belakang sendi. Kami menggunakan batang 2,5mm (ini berjalan pada amp yang lebih rendah dari batang 3,2mm sehingga mengurangi kemungkinan meniup lubang). Sekitar 70 amp merupakan titik awal yang baik, tetapi jika Anda menemukan diri Anda meniup lubang, cobalah amp yang sedikit lebih rendah atau sesuaikan celah akar.Lasan root adalah las paling mudah yang pernah kami bahas sejauh ini. Ini mirip dengan pengelasan logam tipis yang merupakan sesuatu pengelasan busur yang tidak cocok. Ada keseimbangan yang sangat baik antara penetrasi yang tidak cukup dan lubang tiupan. Busur ketat yang konsisten penting karena akan menjaga panas rendah, dan gerakan yang sangat terkontrol diperlukan, mempercepat sedikit saat pelat memanas. Tenunan yang sangat sedikit dapat membantu mengendalikan busur.
Kami kehabisan batang setengah jalan melalui root pass. Lasan telah ditumbuk kembali dengan lancip lembut. Kami mulai batang berikutnya pada awal lancip, sehingga pada saat mencapai celah itu cukup panas untuk penetrasi penuh. Transisi digiling ke tingkat lasan di sekitarnya sebelum lintasan berikutnya.

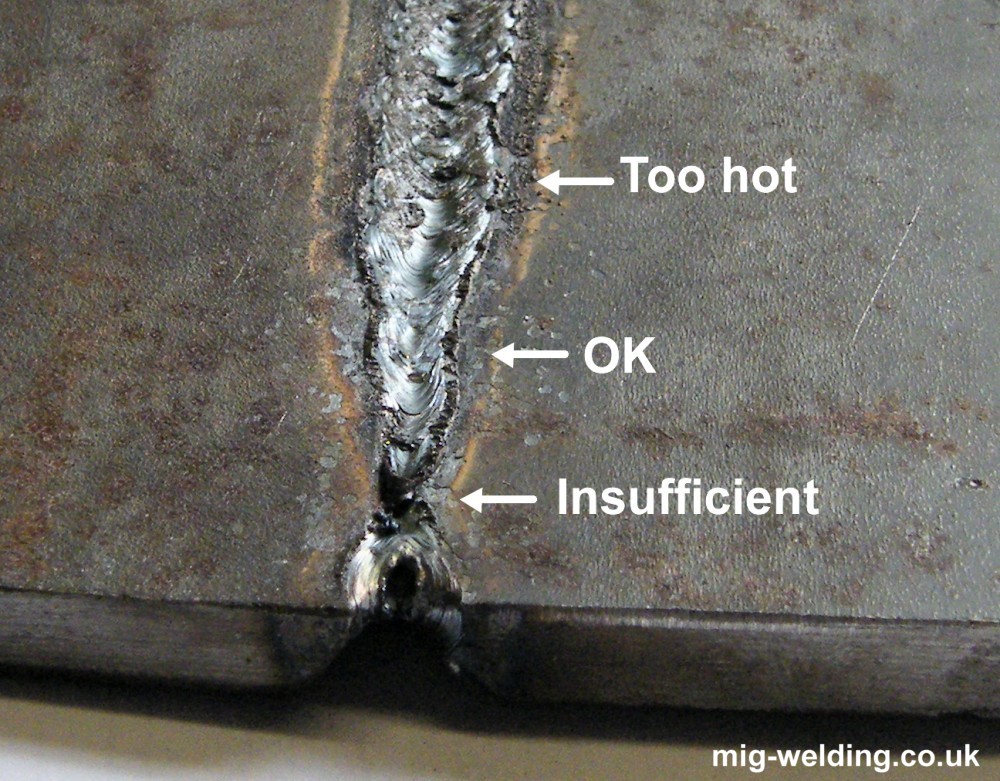
Penetrasi Root
Dibutuhkan teknik yang sangat akurat untuk menghindari lubang yang bertiup. (Habiskan satu hari berlatih las akar dan sisa pengelasan busur Anda akan bergerak sangat besar). Tanda-tanda bahwa lubang akan meledak adalah lubang kunci kecil yang terbuka di depan batang dan suara hampa ke busur. Lubang dapat diatasi dengan mengurangi celah busur dan kemudian mempercepat sedikit untuk menghindari yang baru.Jika Anda berjuang dengan lubang maka mengurangi sedikit celah root akan membuat root sangat kurang sensitif terhadap amp dan teknik dengan risiko pengurangan penetrasi.
Kami menipu dan menghindari meniup lubang dengan menggunakan bangku las di bawah pekerjaan sebagai pendingin. Kami berlari sedikit panas sehingga penetrasi kami sedikit lebar. Tanpa efek pendinginan dari bangku las, kami akan membuat lubang. Adalah umum untuk menggunakan TIG untuk root karena itu jauh lebih mudah untuk dikendalikan dan kurang pembersihan diperlukan setelah itu.
Split Cap
Lasan root harus benar-benar dibersihkan dari slag sebelum melewati berikutnya, dan ketidakrataan apa pun dihaluskan dengan penggiling sudut, jika lasan berikutnya juga akan tidak rata.Lasan kami selesai dengan dua senar lebih lanjut diletakkan dengan batang 3.2mm pada sekitar 110 amp. Stringer adalah manik yang dilas tanpa anyaman dari sisi ke sisi. Ini jauh lebih mudah daripada pengelasan root karena dengan root di tempat tidak ada lagi banyak risiko lubang bertiup.
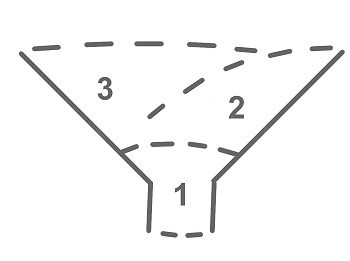
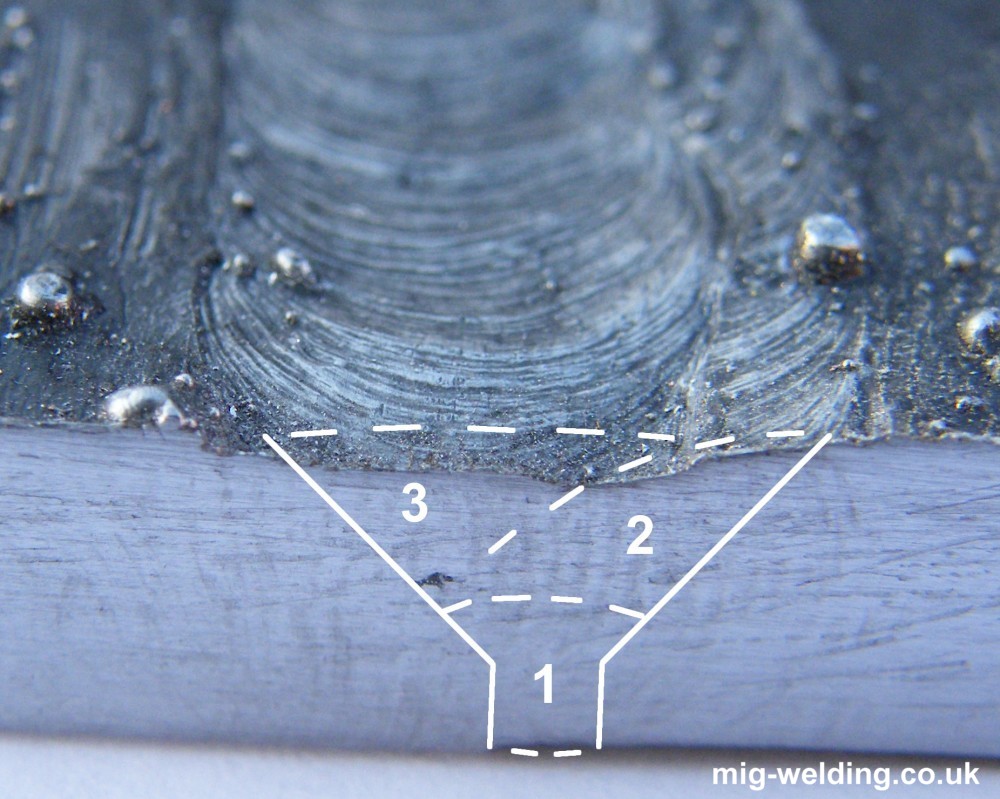
Diagram di sebelah kanan menunjukkan kira-kira apa yang ingin kami capai. Setelah lasan root (1) dibersihkan satu stringer tunggal dengan sedikit weave dibuat untuk membentuk setengah dari lasan (2), kemudian stringer kedua digunakan untuk menyelesaikan lasan (3).
Sudut sambungan kami sedikit lebar dan kami tidak cukup mengisi sambungan. Sambungan 60 derajat akan lebih mudah diisi, dan kami dapat mengurangi amps sedikit atau menenun sedikit lebih banyak untuk menambah isian.
Teknik ini dapat disesuaikan untuk bahan yang lebih tebal - seandainya kami telah mengelas pelat 12mm, kami akan menambahkan 3 senar lebih lanjut di atas untuk menyelesaikan las.
Di bagian bawah pass ke-3 ada inklusi terak. Ini mungkin karena terak tidak dibersihkan dengan benar dari tepi root atau pass kedua. Sikat kawat yang baik akan menghilangkan terak di tepi lasan yang tidak terlepas, atau penggiling sudut bisa digunakan untuk membersihkan lasan di antara lintasan.
Teknik ini dapat disesuaikan untuk bahan yang lebih tebal - seandainya kami telah mengelas pelat 12mm, kami akan menambahkan 3 senar lebih lanjut di atas untuk menyelesaikan las.
Di bagian bawah pass ke-3 ada inklusi terak. Ini mungkin karena terak tidak dibersihkan dengan benar dari tepi root atau pass kedua. Sikat kawat yang baik akan menghilangkan terak di tepi lasan yang tidak terlepas, atau penggiling sudut bisa digunakan untuk membersihkan lasan di antara lintasan.
Weaving Capping Weld
Dimungkinkan untuk meningkatkan laju pengisian batang dengan menggunakan gerakan menenun. Dalam video tersebut, satu lasan tutup tenun digunakan untuk menyelesaikan sambungan vee tunggal. Gerakan sisi ke sisi yang sedikit melengkung digunakan untuk melebarkan las dan menambah isian. Arahnya terbalik ketika busur mencapai tepi V.Fluks yang menutupi lasan akan membuat lasan tampak lebih luas dari yang sebenarnya. Mungkin sulit untuk menilai lebar tenunan yang diperlukan. Salah satu triknya adalah dengan menggambar dua garis kapur pada beberapa potongan, cobalah untuk menenun di antara garis-garis kapur meninggalkan lasan di tepi, lalu lepaskan terak dan lihat seberapa dekat Anda.
Gerakan alternatif adalah "angka delapan". Ini dapat membantu mengatur kecepatan, memusatkan busur pada tepi lasan, dan cenderung menghasilkan isian yang lebih tinggi.
Tutup yang Selesai
Tutup las lebih lebar dan lebih rendah dari satu manik. Seandainya sisi lain sambungan disiapkan dan dilas dengan cara yang sama, sambungan akan mendekati penetrasi penuh.Keuntungan dari pengelasan kedua sisi adalah mengurangi distorsi dan mengurangi jumlah lintasan yang diperlukan untuk penetrasi penuh. Lasan capping akan menyusut saat dingin dan menarik pekerjaan ke dalam tikungan. Jika pelat dilas dari kedua sisi, lasan di bagian belakang cenderung meluruskan pekerjaan.
Belum ada Komentar untuk "Arc (MMA) Tutorial - Sendi Datar"
Posting Komentar